透明注塑模具
聯系方式見右側懸浮框
【透明注塑模具,透明拆裝實訓模具,透明沖壓模具,模具模型】是根據客戶需求而寫的,非常具有代表性,在客戶搜索【透明注塑模具,透明拆裝實訓模具,透明沖壓模具,模具模型】時,都能通過我們來了解相關資訊,而且【透明注塑模具,透明拆裝實訓模具,透明沖壓模具,模具模型】在客戶有需求時提供參考意見。
|
透明注塑模具,透明拆裝實訓模具,透明沖壓模具,模具模型(透明實訓教學模具系列) |
|||||
|
教學目標 |
通過對更為先進、復雜結構模具的拆裝訓練及成型操作,更為全面了解模具的裝配,制造成型工藝,以提高對設計的深入認識。 |
||||
|
教學效果 |
可以快速將實際感受轉換成設計理念,大大擴展設計思路,并能做出具有工藝性的設計方案。 |
||||
|
透明注塑模具,透明拆裝實訓模具,透明沖壓模具,模具模型系列-沖壓模具 |
|||||
|
1 |
沖孔模 XSTMFZCM-001 150×150mm |
1套 |
用模具沿封閉線沖切板料沖下的部分為廢料,封閉線外是產品. 沖壓1孔,料帶利用四處擋料銷定位。 |
|
|
|
2 |
落料模 XSTMFZCM-002 150×150mm |
1套 |
用沖模沿封閉輪廓曲線沖切,封閉線內是產品,封閉線外是廢料.用于制造各種形狀的平板零件. 沖壓菱形工件,產品尺寸不小于35×30 mm,料帶利用擋料銷定位。 |
|
|
|
3 |
彎曲模 XSTMFZCM-003 150×150mm |
1套 |
把板材料沿直線彎成各種形狀,可以加工形狀較復雜的零件。 以菱形工件作為導料,彎曲高度不小于10 mm,產品自動從凸模脫落。 |
|
|
|
4 |
正裝復合模 XSTMFZCM-004 200×150mm |
1套 |
在模具同一位置上能完成幾個不同的沖裁工序的模具.正裝復合模,它的落料凹模在下模處,凸凹模裝在上模處.不適用于多孔制件的沖裁沖壓菱形工件,料帶利用擋料銷定位。 |
|
|
|
5 |
倒裝復合模 XSTMFZCM-005 200×150mm |
1套 |
模具同一位置能完成幾個不同的沖載工序的模具.倒裝復合模,它的落料凹模在上模處,凸凹模裝在下模處,適用于制件平直度要求不高的厚板制件,操作方便.安全,適用于多孔制件的沖裁.沖壓菱形工件,料帶利用擋料銷定位。 |
|
|
|
6 |
拉伸模 XSTMFZCM-006 150×150mm |
1套 |
把板材料毛坯成形成各種開口空心工件的模具,此模具帶壓邊裝置,拉深前毛坯套在壓邊圈上依靠外形定位,拉深后冷沖件從凸模上托出,凸凹模都裝有頂出裝置。 拉伸小鋁蓋,拉伸深度不小于8 mm,產品尺寸不小于35 mm,模具帶有壓邊結構,并且調整非常方便。 |
|
|
|
7 |
連續拉延模 XSTMFZCM-007 200×150mm |
1套 |
制品首次拉深無法成形,需要多次拉延的模具。該模具用帶料一端順序拉延,直到最后一次拉延時才將制件由帶料上沖落。 拉延帶有凸緣的小鋁蓋,拉伸深度不小于8 mm,產品尺寸不小于20mm,第一次拉延深度不小于2 mm,模具帶有壓邊結構,并且調整非常方便。 |
|
|
|
8 |
多工位級進模 XSTMFZCM-008 200×150mm |
1套 |
多工位級進模是精密高效,長壽命的模具.它適用于冷沖小尺寸,薄料,形狀復雜和大批量生產的冷沖零件. 該模具為落料、沖孔、彎曲級進模,毛料由定位銷和擋料銷全程定位,為90度彎曲,尺寸不小于20×15×10 mm。 |
|
|
|
9 |
V型翻板彎曲模 XSCZFZCM-009 150×150mm |
1套 |
該模具為避免材料滑動,在定模部分高有兩塊翻板。當凸模壓下時,翻板隨材料彎轉,定位板必須與材料接觸,所成型的零件精度較高。V型零件尺寸不小于30×20×10 mm。 |
|
|
|
10 |
圓管沖模 XSCZFZCM-010 150×150mm |
1套 |
該模具需將平坯料一次彎成圓管形零件。定模有兩件活動凹模由頂板托住,當凸模將材料壓下時,模塊相向轉動,將材料彎成圓形。凸模上升時,已彎成圓管零件就套在其上,隨之上升。圓型零件尺寸不小于Ф17×30 mm.。 |
|
|
|
11 |
型滑塊沖模 XSCZFZCM-011 150×100mm |
1套 |
該模具需將平坯一次彎成兩內側角度小于90°的零件。模具定模部分需有兩個滑塊,平坯放在定位板上,當凸模下降時,平坯先被 彎成∪型 ,凸續繼下降,滑塊開始運動將∪形兩側向內彎成所需角度。型零件尺寸為45×30×20 mm。 |
|
|
|
透明拆裝實訓模具系列-注塑模具 |
|
||||
|
N0 |
配置名稱 |
數量 |
詳細描述及技術要求 |
|
|
|
1 |
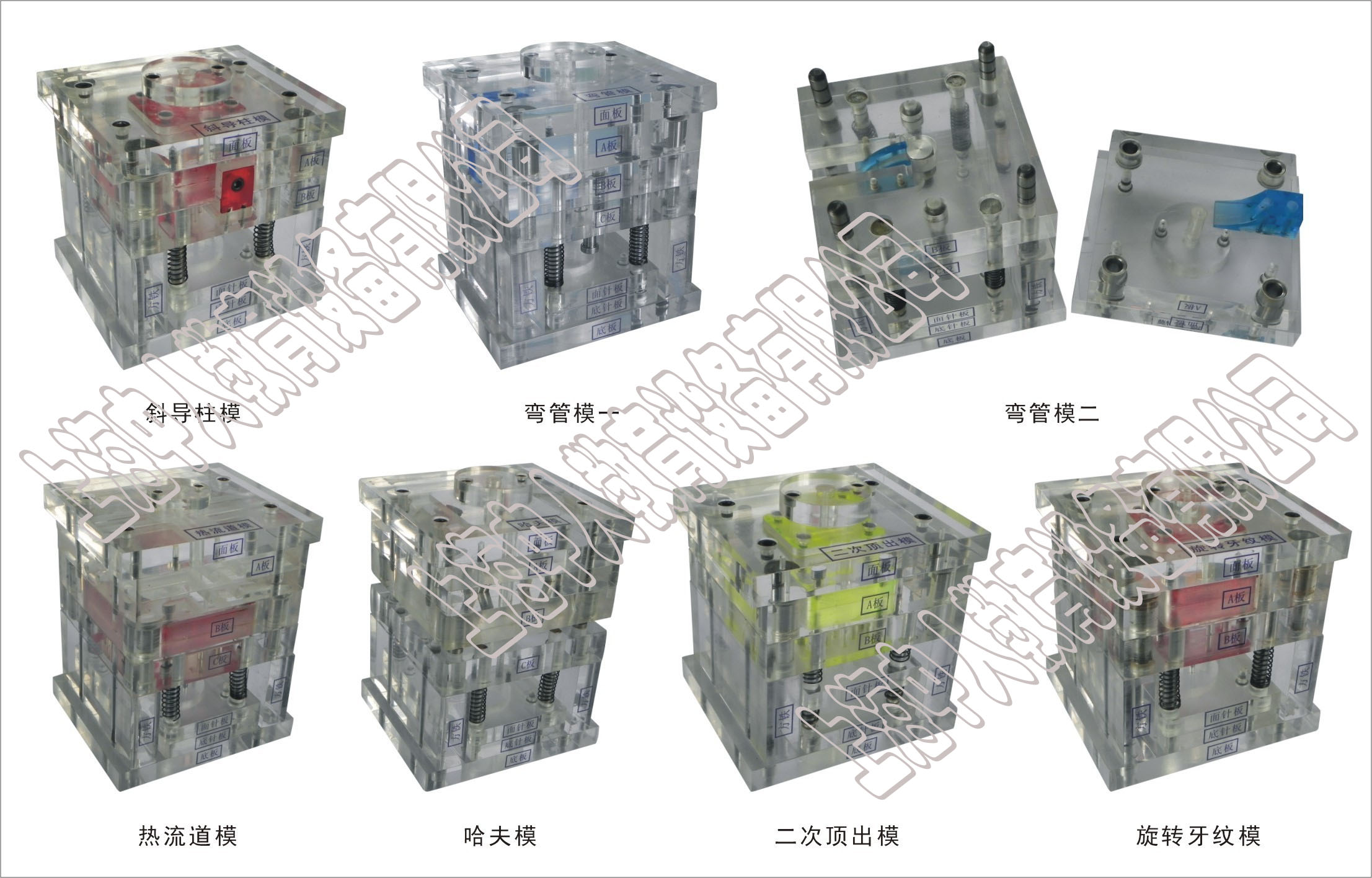
細水口模 XSCZZM-001 200×200mm |
1套 |
該模是截面形狀小如針點的澆口,具有提高溶體的剪切速率,提高溶體的流動性,有利于充模,澆口痕跡小、容易修整,澆口位置能較自由地選擇。模具結構為一模二腔,成型產品為手機殼,型腔為70×30㎜。總重量為20克,一點式進膠。 |
|
|
|
2 |
二次頂出模 XSCZZM -002 200×200mm |
1套 |
成型深腔薄壁,側面形狀復雜,脫模力大的塑件,頂出機構先后二次頂出,結構簡單,加工方便,安全可靠。成型產品為心形肥皂盒, 成型尺寸為50×55×12㎜。 |
|
|
|
3 |
前模哈夫模 XSCZZM -003 200×200mm |
1套 |
運用于側面成型面積大,側孔或側凹較淺且抽拔距離較小的塑件,(如車仔模、外螺紋模)結構緊湊、剛性好,抽拔力大。 成型產品為帶柄咖啡杯,尺寸為26×30㎜。 |
|
|
|
4 |
前模行位模 XSCZZM -006 200×200mm |
1套 |
塑件對外觀要求高,定模需設置抽芯機構,該模具結構緊湊,剛性強,安全可靠,在大型模具上應用廣泛。 成型產品為鬧鐘殼,成型尺寸為60×50×10㎜。 |
|
|
|
5 |
潛水口模 XSCZZM -007 200×200mm |
1套 |
該模具在開模時,不僅能自動切斷澆口,而且澆口的位置可設在制品的側面,端面和背面等,使制品外表表面無澆口痕跡。采用潛澆口模具結構,可將雙分型面模具結構簡化成單分型面模具結構。一模二腔,分流道于產品自動分離。 |
|
|
|
6 |
斜頂模 XSCZZM -011 200×200mm |
1套 |
成型內側有凹凸的塑件,加工簡便,結構緊湊,可靠,斜推桿與導向槽配合,當推桿作垂直運動時斜推桿在導向槽的作用下做相對運動,從而完成側抽芯動作。一模二腔,內壁均有2處凹或凸槽,并能配合組裝。成型尺寸為50×90×10㎜。 |
|
|
|
7 |
熱流道模 XSCZZM -012 200×200mm |
1套 |
熱流道模具在注射模中采用絕熱或加熱的方法,使流道中的塑膠始終保持融溶狀態,因此在開模時只需取出塑料制品,而無流道的模具結構。 一模二腔,電腦自動溫控加熱,時間不超過15分鐘。可實現無流道生產,產品于澆口自動切斷。成型手機殼尺寸為60×30×8㎜。 |
|
|
|
8 |
后模斜抽芯模 XSCZZM -016 200×200mm |
1套 |
該模具成型塑料制品內側有斜凹槽,模具采用定模板拉鉤擺桿式順序分型機構,采用推桿推出制品。順序分型的目的是完成側向斜抽芯。 該成型產品內側有2處45度穿孔,模具2次分型來完成斜抽芯。成型尺寸為30×20×10㎜。 |
|
|
|
9 |
推板模 XSCZZM -017 200×200mm |
1套 |
推板脫模機構在分型面處沿制品周邊將制品推出,適用于大筒制品,薄壁容器及各種罩殼類制品的脫模。其特點推出均勻力量大,運動平穩,制品不易變形,塑件表面無推頂痕跡。成型產品為迷你小茶杯,一模兩腔,推板頂出,產品口徑為20 mm,高度為16 mm。 |
|
|
|
10 |
斜導柱模 XSCZZM -018 200×200mm |
1套 |
該結構緊湊,制造方便,動作可靠。它的結構形式是斜導柱與開模方向成一定的夾角,在開模力的作用下,斜導柱與滑塊料孔作相對運動,從而完成側抽芯動作。成型產品為紐扣帶,產品兩側共2處穿孔,一滑塊,一支斜導柱抽芯。成型產品為帽蓋尺寸為25×20×18㎜ |
|
|
|
11 |
頂桿先復位模 XSCZZM -019 200×200mm |
1套 |
當側抽芯與推桿出現干涉現象時或放置鑲件不方便時,通過機械構件使頂出系統提前復位的結構。成型產品為紐帶扣,成型尺寸為35×30×10㎜,模具外形美觀,復位修正非常方便。 |
|
|
|
12 |
旋轉牙紋模 XSCZZM -020 200×200mm |
1套 |
成型深螺距,硬質材料帶螺紋的塑件,通過模具內使制品與螺紋型芯或環型產品相對旋轉運動來實現脫模的生產方式。成型產品為瓶蓋,一模兩腔,產品尺寸為20×15 mm,牙距為3,配合螺紋深度為10mm,單腔螺紋數量為3個。主流道浮動頂出結構,脫模過程時間控制。 |
|
|
|
13 |
推管模 XSCZZM -021 200×200mm |
1套 |
推管模常用于圓筒狀制品的脫模。推管沿整個周邊推頂制品,使制品受力均勻,無推出痕跡。型芯和凹模同時設在動模一側,以便提高制品的同軸度。成型產品為圓錐形杯,一模兩腔,尺寸為25×15 mm |
|
|
|
14 |
彎管模 XSCZZM -026 200×200mm |
1套 |
彎管圓弧內抽芯的模具結構往往是利用齒輪、齒條或連桿等機械結構件,將直線運動轉換為圓周邊運動的結構形式,從而達到圓弧抽芯的目的。 |
|
|
|
15 |
后模行位模具 XSNZS-029 200×200mm |
1套 |
塑件對外觀要求高,內壁有凹槽,且不能做斜頂結構方式,定模需設置內抽芯機構,該模具結構緊湊,剛性強,安全可靠,在模具上應用廣泛。 成型產品為手機外殼,成型尺寸為60×50×10㎜。 |
|
|
|
16 |
鏈條成型模 XSCZZM -030 200×200mm |
1套 |
該模采用45°對開分型,行位精確定位.并集點澆口與斜導柱等功能.成型多圓相扣之產品.第一次成型四圓 相扣,成型產品125×26×3mm.通過簡單操作并可兩圓二次相扣,實現鏈條無限延長.是注塑模具中較典型的結構之一。 |
|
|
|
17 |
大行位藏小行位模 XSCZZM -031 200×200mm |
1套 |
開模時斜導柱帶動大行位內的小行位先形移動,待小行位與膠位分離后,再移動大行位,適合于側邊形狀突出,有較深的凹槽且膠位太薄的塑料制品。 該產品為盒形狀,產品一側有較大的凹槽,且凹槽內部有一處不在同一方向的凸槽,該產品尺寸為60×35×20mm,抽芯深度為8mm |
|
|
|
18 |
后模進膠倒裝模 XSCZZM -032 200×200mm |
1套 |
模具后模部分置于前模位置,由后模方向進膠,并由固定于前模上的拉桿拉動頂針板頂出產品,適合于成型時零件表面有附屬鑲件或表面光亮且較大體積的塑料制品。 該產品為透明反光燈罩,該產品尺寸為60×35×20mm。該模具必須具備以下知識點。 |
|
|
|
19 |
爆炸型芯模 XSCZZM -033 200×200mm |
1套 |
合模時鑲件沿圓形型芯上的斜導向槽移動,使圓形型芯的的外圍達到閉合狀態。此模具適合于圓形且圓形內部有凹槽的塑膠制品。 該產品為圓柱形,在產品的內部有多排凹槽,此凹槽與產品中心線垂直,進膠方式采用產品中心進膠。該產品尺寸為Ø42×35mm,滑塊數量為5個。 |
|
|
|
20 |
雙色模 XSCZZM -034 200×200mm
|
1套 |
模具由一套后模和兩套前模組成,一套前模同共用后模注塑出制品后,再將制品套在共用后模型芯上,用另一套前模和共用后模進行二次注塑,以成型制品表面上不同顏色或材質的膠位。 該產品為牙刷柄,凸模置于在模具的動模部分,通過機電式移動平臺達到凹模的互換性,該模具設計結構緊湊,動作穩定,效率高,是現代雙色模的制造趨勢。該產品尺寸為60×25×20mm |
|
|
|
1、模具具有拆裝實訓的功能,可長期反復拆裝 2、可半模注塑,注塑時可以清楚看清模具型腔內塑料流動,填充型腔。 3、導柱導套采用標準件,螺栓須全部采用12.9級國內外知名企業生產的螺栓 4、模架采用加硬鋁合金板并經氧化處理,硬度HB90以上,屈服強度245以上 |
|||||
原文網址:http://www.cancer-ayurveda.com/proshow.asp?ID=745
如對本產品/文章:透明注塑模具,透明拆裝實訓模具,透明沖壓模具,模具模型有任何疑問請隨時聯系我們,我們將盡力為您提供最全的實訓室建設方案和最優質的服務
本文關鍵詞:透明注塑模具,透明拆裝實訓模具,透明沖壓模具,模具模型
【透明注塑模具,透明拆裝實訓模具,透明沖壓模具,模具模型】是上海中人原創,如果您在了解產品的過程中受到啟發,想要咨詢相關設備的問題,我們將派專員為您解決疑問,或者您在閱讀【透明注塑模具,透明拆裝實訓模具,透明沖壓模具,模具模型】中有想不通的問題,也可以咨詢我們,我們將為您提供快速解決【透明注塑模具,透明拆裝實訓模具,透明沖壓模具,模具模型】問題的方案


