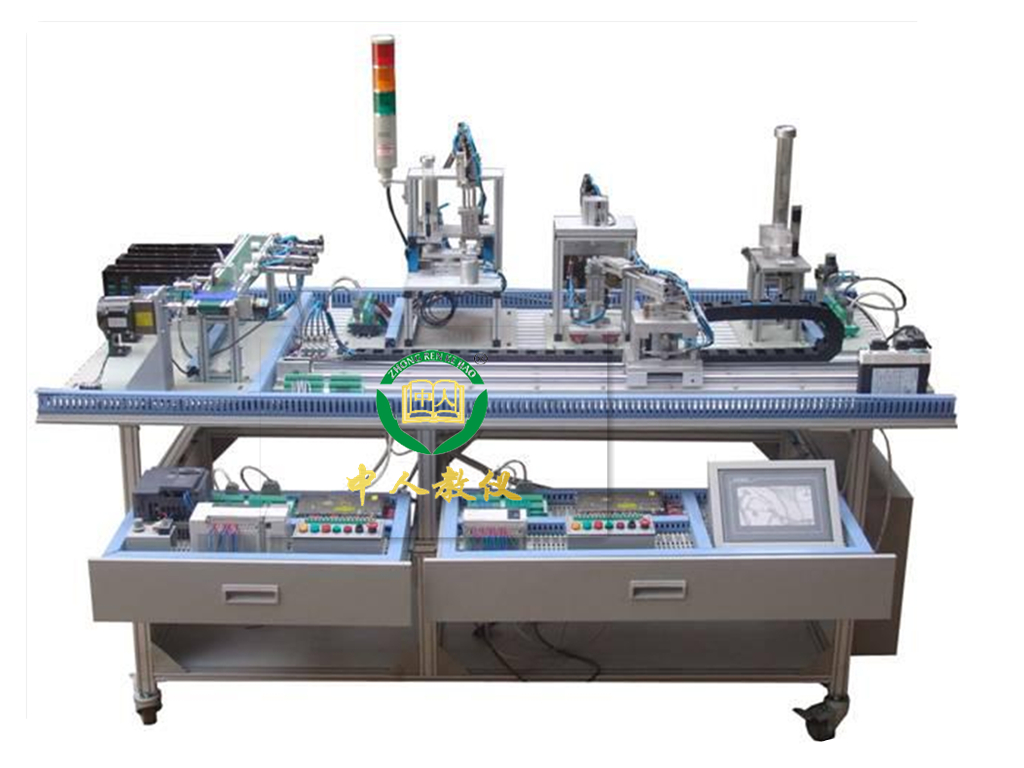
自動化生產(chǎn)線實(shí)驗(yàn)臺,自動生產(chǎn)線實(shí)訓(xùn)考核設(shè)備由實(shí)訓(xùn)桌、PLC控制模塊、變頻器模塊、觸摸屏模塊、電源模塊、伺服系統(tǒng)、供料單元、輸送單元、加工單元、裝配單元、分料單元、傳感器、電磁閥組、氣缸、工具、控制單元、電腦推車、計算機(jī)、空氣壓縮機(jī)等組成
聯(lián)系方式見右側(cè)懸浮框
【自動化生產(chǎn)線實(shí)驗(yàn)臺,自動生產(chǎn)線實(shí)訓(xùn)考核設(shè)備】是根據(jù)客戶需求而寫的,非常具有代表性,在客戶搜索【自動化生產(chǎn)線實(shí)驗(yàn)臺,自動生產(chǎn)線實(shí)訓(xùn)考核設(shè)備】時,都能通過我們來了解相關(guān)資訊,而且【自動化生產(chǎn)線實(shí)驗(yàn)臺,自動生產(chǎn)線實(shí)訓(xùn)考核設(shè)備】在客戶有需求時提供參考意見。
1.產(chǎn)品名稱:自動化生產(chǎn)線實(shí)驗(yàn)臺
2.別名:自動生產(chǎn)線實(shí)訓(xùn)考核設(shè)備
3.型號:ZRGJD-MPS5
4.品牌:中人
5.尺寸:1998mm×960mm×780mm
6.結(jié)構(gòu):鋁鋼
一、自動化生產(chǎn)線實(shí)驗(yàn)臺,自動生產(chǎn)線實(shí)訓(xùn)考核設(shè)備
1、整體要求: 自動生產(chǎn)線實(shí)訓(xùn)考核裝備系統(tǒng)集成,由1)、供料單元2)、加工單元3)、裝配單元4)、分揀單元5)、輸送單元等組成
該裝置應(yīng)能完成:
1)、貨物的自動供給
2)、貨物的自動識別分揀
3)、機(jī)械手搬運(yùn)
4)、自動裝配
5)、貨物的自動加工操作等全過程。同時對系統(tǒng)的運(yùn)行過程實(shí)行全程動作狀態(tài)監(jiān)控及數(shù)據(jù)監(jiān)控,能完成上位管理操作過程。 系統(tǒng)平臺設(shè)計應(yīng)基于標(biāo)準(zhǔn)化、模塊化、開放式結(jié)構(gòu)設(shè)計理念,可適應(yīng)不同廠家型號的各種
傳感器、控制器、執(zhí)行器。
2、功能要求:
1)供料單元:按照需要將放置在料倉中待加工工件(原料)自動地推出到物料臺上,以便輸送單元的機(jī)械手將其抓取,輸送到其他單元上。
2)加工單元:把該單元物料臺上的工件(工件由輸送單元的抓取機(jī)械手裝置送來)送到?jīng)_壓機(jī)構(gòu)下面,完成一次沖壓加工動作,然后再送回到物料臺上,待輸送單元的抓取機(jī)械手裝置取出。
3)裝配單元:完成將該單元料倉內(nèi)的黑色或白色小圓柱工件嵌入到已加工的工件中的裝配過程。
4)分揀單元:完成將上一單元送來的已加工、裝配的工件進(jìn)行分揀,使不同顏色的工件從不同的料槽分流的功能。
5)輸送單元:通過直線運(yùn)動傳動機(jī)構(gòu)驅(qū)動抓取機(jī)械手裝置到指定單元的物料臺上精確定位,并在該物料臺上抓取工件,把抓取到的工件輸送到指定地點(diǎn)然后放下,實(shí)現(xiàn)傳送工件的功能。
6)工作單元(電氣控制):設(shè)備要求將機(jī)械裝置和電氣控制部分的相對分離。每一工作單元機(jī)械裝置整體安裝在底板上,而控制工作單元生產(chǎn)過程 的PLC裝置則安裝在工作臺兩側(cè)的抽屜板上。機(jī)械裝置上的各電磁閥和傳感器的引線均連接到裝置側(cè)的接線端口上。PLC的I/O引出線則連接到PLC側(cè)的接線端口上。兩個接線端口間通過多芯信號電纜互連。 裝置側(cè)的接線端口的接線端子必須采用三層端子結(jié)構(gòu),上層端子用以連接DC24V電源的+24V端,底層端子用以連接DC24V電源的0V端,中間層端子用以連接各信號線。 PLC側(cè)的接線端口的接線端子采用兩層端子結(jié)構(gòu),上層端子用以連接各信號線,其端子號與裝置側(cè)的接線端口的接線端子相對應(yīng)。底層端子用以連接DC24V電源的+24V端和0V端。 裝置側(cè)的接線端口和PLC側(cè)的接線端口之間通過專用電纜連接。其中25針接頭電纜連接PLC的輸入信號,15針接頭電纜連接PLC的輸出信號。
7)供電電源:外部供電電源為三相五線制AC 380V/220V。總電源開關(guān)選用DZ47LE-32/C32型三相四線漏電開關(guān)。系統(tǒng)各主要負(fù)載通過自動開關(guān)單獨(dú)供電。其中,變頻器電源通過DZ47C16/3P三相自動開關(guān)供電;各工作站PLC均采用DZ47C5/2P單相自動開關(guān)供電。此外,系統(tǒng)配置4臺DC24V6A開關(guān)穩(wěn)壓電源分別用作供料、加工和分揀單元,及輸送單元的直流電源。
8)控制系統(tǒng):每一工作單元必須可自成一個獨(dú)立的系統(tǒng),同時也可以通過網(wǎng)絡(luò)互連構(gòu)成一個分布式的控制系統(tǒng)。
①當(dāng)工作單元自成一個獨(dú)立的系統(tǒng)時,其設(shè)備運(yùn)行的主令信號以及運(yùn)行過程中的狀態(tài)顯示信號,來源于該工作單元按鈕指示燈模塊。模塊上的指示燈和按鈕的端腳全部引到端子排上。
②當(dāng)各工作單元通過網(wǎng)絡(luò)互連構(gòu)成一個分布式的控制系統(tǒng)時,對于采用西門子S7-200系列PLC的設(shè)備。
3、自動生產(chǎn)線實(shí)訓(xùn)考核裝備組成部分技術(shù)指標(biāo)
自動生產(chǎn)線實(shí)訓(xùn)考核裝備應(yīng)包括實(shí)訓(xùn)桌、PLC控制模塊、變頻器模塊、觸摸屏模塊、電源模塊、伺服系統(tǒng)、供料單元、輸送單元、加工單元、裝配單元、分料單元、傳感器、電磁閥組、氣缸、工具、控制單元、電腦推車、計算機(jī)、空氣壓縮機(jī)等組成,其主要技術(shù)指標(biāo)如下所示:
1)PLC控制模塊: ①工藝:鋁塑外殼,完整嵌入實(shí)訓(xùn)臺抽屜式架體,I/O接口開放到控制面板,并提供誤接線保護(hù)功能,具有保險管座(250V、1A)。 ②控制面板工藝要求:2mm厚印刷電路板上覆膜,采用背面印刷技術(shù),保證圖形符號永不脫落。
如對本產(chǎn)品/文章:自動化生產(chǎn)線實(shí)驗(yàn)臺,自動生產(chǎn)線實(shí)訓(xùn)考核設(shè)備有任何疑問請隨時聯(lián)系我們,我們將盡力為您提供最全的實(shí)訓(xùn)室建設(shè)方案和最優(yōu)質(zhì)的服務(wù)
本文關(guān)鍵詞:自動化生產(chǎn)線實(shí)驗(yàn)臺,自動生產(chǎn)線實(shí)訓(xùn)考核設(shè)備
【自動化生產(chǎn)線實(shí)驗(yàn)臺,自動生產(chǎn)線實(shí)訓(xùn)考核設(shè)備】是上海中人原創(chuàng),如果您在了解產(chǎn)品的過程中受到啟發(fā),想要咨詢相關(guān)設(shè)備的問題,我們將派專員為您解決疑問,或者您在閱讀【自動化生產(chǎn)線實(shí)驗(yàn)臺,自動生產(chǎn)線實(shí)訓(xùn)考核設(shè)備】中有想不通的問題,也可以咨詢我們,我們將為您提供快速解決【自動化生產(chǎn)線實(shí)驗(yàn)臺,自動生產(chǎn)線實(shí)訓(xùn)考核設(shè)備】問題的方案


