�C(j��)�Һ��һ�w����(sh��)�(y��n)�����O(sh��)��
(li��n)ϵ��ʽҊ�҂�(c��)�Ҹ���
1.�a(ch��n)Ʒ���Q���C(j��)�Һ��һ�w����(sh��)�(y��n)�����O(sh��)��
2.�e�����C(j��)�Һ��һ�w����(sh��)Ӗ(x��n)�O(sh��)��
3.��̖(h��o)��ZRGJD-YQ
4.Ʒ�ƣ�����
5.���ϣ��X�Ͻ��ͲĿ��
6.׃�l����MM420��0.37kW
7.�����Դ�������往��380V±10%
8.���γߴ磺1400mm×960mm×750mm
9.��Һ����(d��ng)��Դ���~������ 735W���~������ 1.6mL/r���~������ 6MPa
10.�o���՚≺�s�C(j��)�������ԴAC220V±10% 50Hz��ݔ�빦��0.68kW�����Q�ݷe24L���~��������116L/min���~��ݔ���≺1MPa
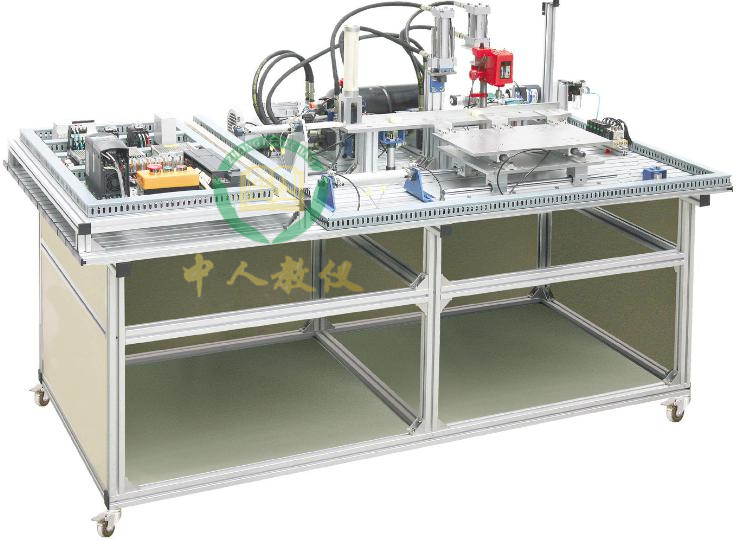
һ���C(j��)�Һ��һ�w����(sh��)�(y��n)�����O(sh��)��,�C(j��)�Һ��һ�w����(sh��)Ӗ(x��n)�O(sh��)��������f�����M��
�C(j��)�Һ��һ�w���C�ό�(sh��)Ӗ(x��n)�����b����Ҫ�Ɍ�(sh��)Ӗ(x��n)�����_(t��i)�����φ�Ԫ���gЪʽ���ͼ��A�o��Ԫ���_��?ji��n)�Ԫ���@�׆�Ԫ���֒���Ԫ�Ȳ��ֽM�ɡ�
1.��(sh��)Ӗ(x��n)�����_(t��i)
���Î�T�β۵Ĺ��I(y��)�X�Ͻ��ͲIJ�����壬���ڲ��b���N�Ԅ�(d��ng)���C(j��)��(g��u)��늚⡢Һ�������(d��ng)���������O(sh��)�����һ��(g��)�����ڷ��ø��N�Y�ϼ����ߡ�
2.���φ�Ԫ
�ɹ�������ʽ�ς}����늂����������������ϸ��x�C(j��)��(g��u)�����Ϛ�ס��o���՚≺�s�C(j��)���ư塢�ϵ�����λ�C(j��)��(g��u)��늴��y�������_�P(gu��n)���������ɾ��̿������Ȳ��ֽM�ɡ���Ҫ��ɹ��������ϺͶ�λ������
3.�gЪʽ���ͼ��A�o��Ԫ
�ɻ��_(t��i)��ס��o���՚≺�s�C(j��)���λ����U�p���Ú�ס������_�P(gu��n)��������늴��y���_�P(gu��n)�Դ���ɾ��̿����������S���_(t��i)����(d��o)܉���S�С����_(t��i)ƽ�塢����λ�����A���ϵ��Ȳ��ֽM�ɡ���Ҫ��ɹ������gЪʽ���ͺͶ�λ�A�o������
4.�_��?ji��n)��?br /> ����Һ����վ��ֱ��(d��ng)ʽ�����y��늴œQ���y��Һ���ס�Һ���y�塢�_�P(gu��n)�Դ���ɾ��̿��������ӽ��_�P(gu��n)������׃�������������������y(c��)���z�ܡ�Һ���C(j��)֧�ܵȲ��ֽM�ɡ���Ҫ��ɹ����ě_���ӹ�ģ�M������
5.�@�׆�Ԫ
�����_(t��i)ʽ�@����ֱ��늙C(j��)����Һ����վ��ֱ��(d��ng)ʽ�����y��늴œQ���y��Һ���ס�Һ���y�塢�_�P(gu��n)�Դ���ɾ��̿�����������׃������������������Һ���z�ܵȲ��ֽM�ɡ���Ҫ��ɹ������@�ӹ�ģ�M������
6.�֒���Ԫ
�ɽ����p��늙C(j��)��׃�l�������a�������͎����ɾ��̿��������_�P(gu��n)�Դ���P�͚�ס������_�P(gu��n)���������o���՚≺�s�C(j��)��늴��y�����ϙC(j��)��(g��u)����늂������Ȳ��ֽM�ɡ���Ҫ��ɹ����ķ֒�������
�����C(j��)�Һ��һ�w����(sh��)�(y��n)�����O(sh��)��,�C(j��)�Һ��һ�w����(sh��)Ӗ(x��n)�O(sh��)����ɵĹ����΄�(w��)
�C(j��)�Һ��һ�w���C�ό�(sh��)Ӗ(x��n)�����b�Ì�(sh��)Ӗ(x��n)�����_(t��i)�ܞ��X�Ͻ��ͲĽY(ji��)��(g��u)��������ɰ��b���φ�Ԫ���gЪʽ���ͼ��A�o��Ԫ���_��?ji��n)�Ԫ���@�׆�Ԫ�ͷ֒���Ԫ��������PLC���C(j��)��׃�l�����|�����������������ஐ������늙C(j��)�������p��늙C(j��)��ֱ��늙C(j��)��Һ���C(j��)ϵ�y(t��ng)���@�C(j��)����Һ���M(j��n)�oϵ�y(t��ng)���≺����(d��ng)ϵ�y(t��ng)�ȣ���(g��u)��һ��(g��)���͵ęC(j��)늚�Һ�C�ϑ�(y��ng)��ϵ�y(t��ng)�������M(j��n)�е��͙C(j��)늚�Һһ�w��ϵ�y(t��ng)�İ��b��Һ�����(d��ng)��·���b��늚���ƾ�·�������|�����cPLC���̼��{(di��o)ԇ�����C(j��)�{(di��o)ԇ���\(y��n)�еȼ���Ӗ(x��n)�����Ķ�ʹ�W(xu��)�����ՙC(j��)늚�Һ�����P(gu��n)֪�R(sh��)�ͼ��ܡ�
����(j��)�(xi��ng)Ŀ�̌W(xu��)����Ҫ��ɵĹ����΄�(w��)���£�
�΄�(w��)һ���O(sh��)�䰲�b�c�{(di��o)��
(1)���ϡ����͡��A�o���֒����Ԅ�(d��ng)���C(j��)��(g��u)�İ��b�c�{(di��o)����
(2)PLC��׃�l����©는�·�����_�P(gu��n)�Դ��늚ⲿ���Ķ�λ���b���{(di��o)����
(3)���(d��ng)�������b�c�{(di��o)����
(4)Һ�������İ��b�c�{(di��o)����
�΄�(w��)����Һ������(d��ng)ϵ�y(t��ng)�R(sh��)�D�c��·���b
Һ���C(j��)���@�C(j��)�M(j��n)�oϵ�y(t��ng)��Һ����վ��Һ������(d��ng)ϵ�y(t��ng)���R(sh��)�D�cҺ����·���b��
�΄�(w��)�������(d��ng)ϵ�y(t��ng)�R(sh��)�D�c��·���b
�{(di��o)�����Q���{(di��o)�١�����(d��ng)�����ƵȚ��(d��ng)ϵ�y(t��ng)���R(sh��)�D�c��ܰ��b��
�΄�(w��)�ģ�늚���ƾ�·ԭ��D�O(sh��)Ӌ(j��)�c����
����������(j��)�������̺Ϳ���Ҫ���O(sh��)Ӌ(j��)�Ԅ�(d��ng)����ϵ�y(t��ng)��늚�ԭ��D����ԭ��D���á��B�ӿ���ϵ�y(t��ng)�·��
�΄�(w��)�壺�����c�{(di��o)ԇ
��늚���ƾ�·PLC�����|��������ľ����c�{(di��o)ԇ��
�΄�(w��)�����C(j��)늚�Һһ�w���O(sh��)������C(j��)�{(di��o)ԇ�c�\(y��n)��
������׃�l�����ƅ���(sh��)�O(sh��)�ã��C(j��)е�C(j��)��(g��u)��Һ������(d��ng)�c���(d��ng)ϵ�y(t��ng)���|�����cPLC늿�ϵ�y(t��ng)���{(di��o)ԇ�c�\(y��n)�С�
���w��(sh��)Ӗ(x��n)�(xi��ng)Ŀ���£�
1. ���φ�Ԫ�İ��b�c�{(di��o)ԇ�Č�(sh��)Ӗ(x��n)��
2. �ӹ���Ԫ�İ��b�c�{(di��o)ԇ�Č�(sh��)Ӗ(x��n)��
3. �@�׆�Ԫ�İ��b�c�{(di��o)ԇ�Č�(sh��)Ӗ(x��n)��
4. �֒���Ԫ�İ��b�c�{(di��o)ԇ�Č�(sh��)Ӗ(x��n)��
5. ����(d��ng)��Ԫ�İ��b�c�{(di��o)ԇ�Č�(sh��)Ӗ(x��n)��
6. �Ԅ�(d��ng)���a(ch��n)�����Ƶİ��b�c�{(di��o)ԇ�Č�(sh��)Ӗ(x��n)��
7. ���(d��ng)������ƻ�·�İ��b��
8. ���(d��ng)�ٶȿ��ƻ�·�İ��b��
9. ���(d��ng)�����ƻ�·�İ��b��
10. ���(d��ng)ϵ�y(t��ng)���b�c�{(di��o)ԇ��
11. ���(d��ng)�C��ϵ�y(t��ng)���O(sh��)Ӌ(j��)�c���b��
12. Һ��������ƻ�·�İ��b��
13. Һ���ٶȿ��ƻ�·�İ��b��
14. Һ�������ƻ�·�İ��b��
15. Һ��ϵ�y(t��ng)���b�c�{(di��o)ԇ��
16. Һ���C��ϵ�y(t��ng)���O(sh��)Ӌ(j��)�c���b��
17. ����늄�(d��ng)�C(j��)�����D(zhu��n)�����·���B���c���Ƴ�����
18. ����늄�(d��ng)�C(j��)�����·���B���c���Ƴ�����
19. 늄�(d��ng)�C(j��)�{(di��o)�ٿ����·���B���c���Ƴ�����
20. ׃�l�����Ƶ��B���c���Ƴ�����
21. ģ�M������Һ��늙C(j��)���·�B���c���Ƴ���ľ�����
22. PLC���ƾW(w��ng)�j(lu��)���Ƽ��g(sh��)��
23. ���(d��ng)��Һ��������Ƴ�����
24. ���(d��ng)��Һ������(d��ng)�����Ƴ�����
25. Ƥ��ݔ�͙C(j��)���Ƴ�����
26. �C(j��)�һ�w���O(sh��)����Ƴ�����
27. �Ԅ�(d��ng)���a(ch��n)�����Ƴ�����
28. ����(d��ng)�b��ͬ�S�ȵ��{(di��o)����
29. ���φ�Ԫ�ęC(j��)е���b�c�{(di��o)����
30. �ӹ���Ԫ�ęC(j��)е���b�c�{(di��o)����
31. �@�׆�Ԫ�ęC(j��)е���b�c�{(di��o)����
32. �֒���Ԫ�ęC(j��)е���b�c�{(di��o)����
33. ����(d��ng)��Ԫ�ęC(j��)е���b�c�{(di��o)ԇ��
34. �Ԅ�(d��ng)���a(ch��n)���O(sh��)�䰲�b�c�{(di��o)ԇ��
35. �C(j��)�(g��u)�����b���c�{(di��o)��������
36. �C(j��)��O(sh��)��İ��b�c�{(di��o)ԇ������
37. �·���b������
38. ���(d��ng)ϵ�y(t��ng)�İ��b�c�{(di��o)ԇ������
39. Һ��ϵ�y(t��ng)���O(sh��)Ӌ(j��)�����b�c�{(di��o)ԇ������
40. ׃�l�����Ԅ�(d��ng)���a(ch��n)����ʹ��������
41. PLCģ�M���������Ԅ�(d��ng)���a(ch��n)����ʹ��������
42. �C(j��)�һ�w���O(sh��)��Ŀ��Ƴ���ľ���������
43. �Ԅ�(d��ng)����ϵ�y(t��ng)�İ��b�c�{(di��o)ԇ������
44. �˙C(j��)���桢�M�B(t��i)���g(sh��)�ľ����c�{(di��o)ԇ����
�����C(j��)�Һ��һ�w����(sh��)�(y��n)�����O(sh��)��,�C(j��)�Һ��һ�w����(sh��)Ӗ(x��n)�O(sh��)�乤������
�C(j��)�Һ��һ�w���C�ό�(sh��)Ӗ(x��n)�����b�õČ�(sh��)Ӗ(x��n)�����_(t��i)���X�Ͻ��ͲĽM�϶��ɣ��_(t��i)���ϰ��b�����ϡ����͡��_���ӹ����A�o�� �@�ӹ����֒������ϲ۵ȣ�������Һ��ϵ�y(t��ng)���≺ϵ�y(t��ng)��׃�l�����^������ơ�PLC��
1�����φ�Ԫ���ֹ�������������Ͳ��(n��i)������Ҫ��������(g��)���ϣ������Ϛ���������λ�������Ϛ���Ƴ�������ϣ����ϵĵ�λ�c���ɸ��O��λ�õĂ������z�y(c��)������ׄ�(d��ng)���(li��n)ϵ���� ������Ϲ�����
2�����ͼ��A�o��Ԫ�����φ�Ԫ������ϺA�Ϛ�ׄ�(d��ng)����Ȼ�����Ϛ�ׄ�(d��ng)�������_(d��)�O�� λ�ú��״μӹ����_��Һ���ׄ�(d��ng)������ɛ_���ӹ���֮��A�Ϛ�����Ϛ���˵���ʼλ�ã� �˕r(sh��)���φ�Ԫ���ͳ�һֻ���ϣ����m(x��)�ļӹ��؏�(f��)���Ϲ�����ǰ�ڛ_��λ�õĹ��������@��λ �ϊA�o����_ʼ�������¹����������_����λ�ϣ�Ȼ��_��Һ�����c�@��Һ���քe������ɼӹ������؏�(f��)��������(d��ng)��(j��ng)�^���΄�(d��ng)�������ͱ��������͎��ϣ��M(j��n)�з֒������_���Ϸքe��ۡ�
3���_�����@�׆�Ԫ�������ě_��һ��ؓ(f��)�d�^�ʱ���(sh��)Ӗ(x��n)�b���x��Һ������(d��ng)�팍(sh��)�F(xi��n)�_�� �_������(d��ng)�_���^��ɛ_���������@����ֱ��늙C(j��)����(d��ng)��С�_(t��i)�@��ɣ��@���Ԅ�(d��ng)�o�M(j��n)��Һ������(d��ng)��ɡ�
4���֒���Ԫ���ӹ���ɵij�Ʒ�M(j��n)����͎������͎���׃�l�{(di��o)�ٽ���늙C(j��)�ṩ��(d��ng)�������͎� ���ù��I(y��)ƽ�������a���z�y(c��)��(d��ng)ǰ�����ٶȣ��������ԅ^(q��)�e��ͬ���ϣ��֒��������(y��ng)���������� ����(y��ng)�ϲۃ�(n��i)��
5�����К���ɚ��(d��ng)늴��y����
ͨ�ͨ������К�Իص���ʼλ�ã�������ןo������������� �Ϻ��c(di��n)��“����(d��ng)���o”���Gɫ��ʾ���c(di��n)���������Ϛ�����→���Ϛ�����→�����ϻ�λ→���� �ϻ�λ→�A�Ϛ�����→�����Ϛ�����→�_��Һ�������→�_��Һ����λ→�A�Ϛ��λ→�����Ϛ��λ→�����Ϛ�����→���Ϛ�����→�����ϻ�λ→�����ϻ�λ→�A�Ϛ���� ��→�����Ϛ�����→�_��Һ�������→�@��Һ�������→�@��Һ����λ→�_��Һ����λ�� ��(d��ng)�@��Һ�����c�_��Һ�����˻ص�ԭλ�������؏�(f��)���ϡ����ϡ��A�ϡ����ϡ��_�������@�������������Εr(sh��)���z�y(c��)��(d��ng)���_������(d��ng)�����ϕr(sh��)���֒���ׄ�(d��ng)������һ��(g��)�Ǚz�y(c��)��ɫ���ϣ��ڶ���(g��)�� �z�y(c��)�X�|(zh��)���ϣ���(d��ng)�����Ǖr(sh��)���������һ��(g��)�ϲ����(d��ng)�ς}��]�����Ϻ��^����犌�������(g��)�������ϼӹ�����ٵȴ����ϣ�������������ٞ�����(g��)����
�ھ�ʽ�ς}��(c��)������ɂ�(g��)���ϙz�y(c��)���������Йz�y(c��)�����ϕr(sh��)�Gɫ��ʾ���c(di��n)���������κε�һ��(g��)���ϙz�y(c��)�������]�Йz�y(c��)�����ϕr(sh��)�Sɫ��ʾ���c(di��n)����ֻ����߅�Ă������]�Йz�y(c��)�����ϕr(sh��) �tɫ��ʾ���c(di��n)����
�猦(du��)���a(ch��n)Ʒ/���£��C(j��)�Һ��һ�w����(sh��)�(y��n)�����O(sh��)��,�C(j��)�Һ��һ�w����(sh��)Ӗ(x��n)�O(sh��)�����κ��Ɇ�Ո(q��ng)�S�r(sh��)(li��n)ϵ�҂����҂��������ṩ��ȫ�Č�(sh��)Ӗ(x��n)�ҽ��O(sh��)�������(y��u)�|(zh��)�ķ���(w��)
�����P(gu��n)�I�~���C(j��)�Һ��һ�w����(sh��)�(y��n)�����O(sh��)��,�C(j��)�Һ��һ�w����(sh��)Ӗ(x��n)�O(sh��)��
�@Щ�����µ�
- �Ԅ�(d��ng)�����a(ch��n)����(sh��)�(y��n)�_(t��i)
- ���w�}�쌍(sh��)�(y��n)�_(t��i)
- ���Ϸ֒���(sh��)Ӗ(x��n)�_(t��i)
- MPSģ�Kʽ�����Ԅ�(d��ng)�����a(ch��n)����(sh��)Ӗ(x��n)ϵ�y(t��ng)
- ��C(j��)�һ�w�����ƌ�(sh��)�(y��n)�b��
- ��C(j��)늚�һ�w�����ƌ�(sh��)�(y��n)�O(sh��)��
- �C(j��)�Һ��һ�w����(sh��)�(y��n)�����O(sh��)��
- �C(j��)�һ�w����(sh��)�(y��n)�����O(sh��)��
- ��C(j��)�һ�w����(sh��)�(y��n)�����b��
- ��C(j��)�һ�w�����ƌ�(sh��)Ӗ(x��n)�����O(sh��)��

���T�P(gu��n)�I�~

���T����
