�������쌍Ӗϵ�y(t��ng)푑�(y��ng)�߶������������Є�Ӌ����2018��2020�꣩��
(li��n)ϵ��ʽҊ�҂�(c��)�Ҹ���
���������졿�Ǹ���(j��)�͑���������ģ��dz����д����ԣ��ڿ͑��������������졿�r������ͨ�^�҂����˽����P(gu��n)�YӍ�����ҡ��������졿�ڿ͑�������r�ṩ������Ҋ��
����������Ӗϵ�y(t��ng)푑�(y��ng)�߶������������Є�Ӌ����2018��2020�꣩��
���䌍���Ї�����2025�������I(y��)�Gɫ�l(f��)չҎ(gu��)����2016��2020�꣩���͡��Gɫ���칤�̌�ʩָ�ϣ�2016��2020�꣩�����ӿ�l(f��)չ�߶������졢���������죨���½y(t��ng)�Q�߶����������죩���Mһ�������C늮a(ch��n)Ʒ�����켼�g(sh��)����ˮƽ�ͮa(ch��n)�I(y��)�l(f��)չ�|(zh��)�����Ƅ��γɾGɫ�l(f��)չ��ʽ�����F(xi��n)�Gɫ���L���ƶ���Ӌ����
�Ƅ���ȟo�p��⡢�������ܳ��μӹ������ܟo�p�z�y�u���ȸ߶����������칲�Լ��g(sh��)�͌����b���аl(f��)��(y��ng)���c�a(ch��n)�I(y��)���ƏV�����M�߶����������죬�����ڎ��ӾGɫ���켼�g(sh��)����ͻ�ƣ������������ش��b���\�б����������������Ƅӌ��F(xi��n)�Gɫ���L��
1������˼·����ҪĿ��
ȫ��؞���h��ʮ�Ŵ���������ƽ�r���Ї���ɫ������x˼���ָ��(d��o)��؞���䌍�°l(f��)չ�������o��(c��)�Y(ji��)��(g��u)�Ըĸ�����䌍���Ї�����2025�����ӿ쌍ʩ�Gɫ���죬�Ƅӹ��I(y��)�Gɫ�l(f��)չ���۽��ܘ�(g��u)�C�����հl(f��)�әC�cȼ��݆�C���t(y��)��Ӱ���O(sh��)�䡢�����C�����͚����b����P(gu��n)�I�������죬�Լ��������졢�طN���ϡ����ܼӹ����o�p�z�y�ȾGɫ���A(ch��)���Լ��g(sh��)���������I(l��ng)��đ�(y��ng)�ã����M�߶������������P(gu��n)�I��ˇ���g(sh��)�b���аl(f��)��(y��ng)���c�a(ch��n)�I(y��)���ƏV���Ƅ��γ����������a(ch��n)�c��Ʒ�O(sh��)Ӌ�����g����Ч�������әC�ƣ����Ʈa(ch��n)�I(y��)�f(xi��)ͬ�l(f��)չ�wϵ���ӏ��˜����ƺ��u�r�C�ƽ��O(sh��)��̽���߶�����������a(ch��n)�I(y��)�l(f��)չ��ģʽ�����M������a(ch��n)�I(y��)����l(f��)չ�Ѵ�
2����Ҫ��
�҇��������������C늮a(ch��n)Ʒ���������������ǙC늮a(ch��n)Ʒ�YԴ��ѭ�h(hu��n)���õ����;��֮һ��������a(ch��n)�I(y��)�ѳ���Ҏ(gu��)ģ�������γ���“�Գߴ�֏�(f��)����������”����Ҫ���g(sh��)�������Ї���ɫ������a(ch��n)�I(y��)�l(f��)չģʽ����������a(ch��n)�I(y��)�l(f��)չ�^���У��߶˻������ܻ������a(ch��n)���`����ӿ�F(xi��n)�������۸��������ļ��g(sh��)���������I(l��ng)��(y��ng)�ÏV�����纽�հl(f��)�әC�I(l��ng)���ь��F(xi��n)�~ƬҎ(gu��)ģ�������죬�t(y��)��Ӱ���O(sh��)���P(gu��n)�I�������켼�g(sh��)ȡ�÷e�O�Mչ�����_������ܘ�(g��u)�C����ξ��M�΄�(w��)�������������
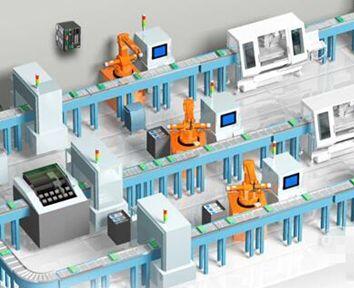
3�����������ڽ̌W�еđ�(y��ng)�ã��������쌍Ӗϵ�y(t��ng)

��Ӗϵ�y(t��ng)��8����Ԫ�M�ɡ��քe�飺���ϙz�y��Ԫ�����\��Ԫ���ӹ��c�z�y��Ԫ�����\�֒���Ԫ��׃�l���͆�Ԫ�����b��Ԫ�����b���\��Ԫ�ͷ��Ԫ������ϵ�y(t��ng)�����x�����T�ӣ������Wķ����PLC�M�п��ƣ������^�õ����ԣ���ÿվ����һ��PLC����ϵ�y(t��ng)�������ƣ��ڻ�����Ԫģ�K��Ӗ����Ժ��ֿ��Ԍ������ă�վ����վ…ֱ����վ�B��һ�𣬌W����(f��)�sϵ�y(t��ng)�Ŀ��ơ����̡��b����{(di��o)ԇ���g(sh��)��
(һ)���ϙz�y��Ԫ
���϶������D(zhu��n)�_����(d��o)�ϙC��(g��u)��ƽ�������S�С����������������b�á��z�y�������ɫ�R�e����_�P(gu��n)���_�P(gu��n)�Դ���ɾ���������������o��I/O�ӿڰ塢ͨӍ�ӿڰ塢늚�W(w��ng)�װ塢ֱ���p��늙C��늴��y����M�ɣ���Ҫ��Ɍ������Ļ������_�����͵��z�y��λ�������b�Ì������������z�y�����ɫ��
��1���϶������ڴ�����ϡ�
��2�����D(zhu��n)�_�����������D(zhu��n)��
��3����(d��o)�ϙC��(g��u)��ʹ�����ڻ��D(zhu��n)�_���ܰ����O(sh��)���õķ������D(zhu��n)��ݔ������
��4������������ʹ�����»��������_�ϡ�
��5��ֱ���p��늙C�������(q��)�ӻ��D(zhu��n)�_�D(zhu��n)�ӣ�ͨ�^��(d��o)�ϙC��(g��u)ݔ������
��6�����������1��ݔ���_�Ϲ������ɫ�z�y�����ϙz�y�����������͂��������������������ϕr��PLC�ṩһ��ݔ����̖��
��7����늂�����2���z�y���ϵ��_�ȴ�ץȡλ��
��8�����Ԃ����������ښ��λ�Ùz�y�����z�y����לʴ_��λ�oPLC�l(f��)��һ����λ��̖�������Ԃ������Ӿ��rע���{ɫ��“-”����ɫ��“PLCݔ���”����
��9���ΗU��ף��Ɇ�����늿��y���ơ������늴��y��늣���������ͬ�r����������ֱ���Ƅ��b���ϡ�
��10����ʾ����ϵ�y(t��ng)��늡��\�С�ֹͣ��ָ̖ʾ��
��11�����b֧�ܣ����ڰ��b������������z�y��������
��12�����ư��o�壺����ϵ�y(t��ng)�Ļ����������ΙC���ơ�(li��n)�C���ơ�
��13��늚�W(w��ng)�װ壺��Ҫ���bPLC���Cģ�K���՚��_�P(gu��n)���_�P(gu��n)�Դ��I/O�ӿڰ塢���N�Ӿ����ӵȡ�
���������\��Ԫ
�ɚ�әCе�֡������ָ���p��(d��o)�U��ס����D(zhu��n)�_���ΗU��ס����D(zhu��n)��ס����Ԃ��������_�P(gu��n)�Դ���ɾ���������������o��I/O�ӿڰ塢ͨӍ�ӿڰ塢늚�W(w��ng)�װ塢��N���늴��y�M�ɡ���Ҫ��Ɍ����������φ�Ԫ���\���ӹ���Ԫ���υ^(q��)��λ��
��1����әCе�֣���ɹ�����ץȡ���������p��늿��y���ƣ���צ���ɕr���Ԃ���������̖ݔ���������_�P(gu��n)ָʾ������
��2���p��(d��o)�U��ף��p(li��n)��ף������ƙCе�ֱ�������s�أ����p��늿ؚ��y���ơ�
��3�����D(zhu��n)�_���������D(zhu��n)����O(sh��)Ӌ�����p��늿ؚ��y���ƙCе�����Ҕ[�ӡ�
��4���ΗU��ף��Ɇ�����늿��y���ơ������늴��y��늣���������ͬ�r�����������ȴ�λ��
��5�����Ԃ����������ښ��λ�Ùz�y�����z�y����לʴ_��λ�oPLC�l(f��)��һ����λ��̖�������Ԃ������Ӿ��rע���{ɫ��“-”����ɫ��“PLCݔ���”����
��6���_�P(gu��n)�Դ���������ϵ�y(t��ng)�Ĺ���΄�(w��)��
��7��I/O�ӿڰ壺���PLC��̖�c��������늴���̖�����o֮�g���D(zhu��n)�ӡ�
��8�����ư��o�壺����ϵ�y(t��ng)�Ļ����������ΙC���ơ�(li��n)�C���ơ�
��9�����b֧�ܣ����ڰ��b������������z�y��������
��10��늚�W(w��ng)�װ壺��Ҫ���bPLC���Cģ�K���՚��_�P(gu��n)���_�P(gu��n)�Դ��I/O�ӿڰ塢���N�Ӿ����ӵȡ�
�������ӹ��c�z�y��Ԫ
��6��λ���D(zhu��n)�����_�����ߎ죨3�N���ߣ�������ʽ�ӹ�ϵ�y(t��ng)���ӹ��M�����z�y�M�������M�(q��)���������ಽ�M늙C����늂��������ӽ��_�P(gu��n)���_�P(gu��n)�Դ��ƽ�������S�С��ɾ���������������o��I/O�ӿڰ塢늚�W(w��ng)�װ塢ͨӍ�ӿڰ塢ֱ���p��늙C����N���늴��y����M�ɣ����D(zhu��n)�����_���������D(zhu��n)��λ���ӹ�վ��Ҫ��ɹ����ļӹ����@�ס�㊿ף������M�й����z�y��
��1���ΗU��ף��z�y�ΗU����M����Ȝy��������늿ؚ��y���ơ���늿ؚ��y��늣�����������z�y�����ȡ�
��2�������p��(d��o)�U��ף��������S늙C�������c�½��ɱ����p��(d��o)�U����ƣ���ׄ����Ɇ���늿ؚ��y���ơ�
��3���o���ӹ��b�ã��ɆΗU����Ƅ�픗U�C��(g��u)�����F(xi��n)�������ĊA�o��
��4��늸Ђ��������D(zhu��n)�P���D(zhu��n)��λ�z�y���ڹ�λ��λ���������̖ݔ�������Ӿ�ע����ɫ��“+”���{ɫ��“-”����ɫ��ݔ����
��5����늂����������ڙz�y�����������c�������������r������������̖ݔ������֮���oݔ�������Ӿ�ע����ɫ��“+”���{ɫ��“-”����ɫ��ݔ����
��6�����M늙C�����ò��M늙C���D(zhu��n)���M�е��ߎ���x��
��7���ӹ�늙C������ֱ��늙C���D(zhu��n)��ģ�M�@�^�S�D(zhu��n)�ӣ�ģ�M�g���U����ɹ����������ӹ���
��8�����\�b�ã��b�����O(sh��)��������λ���քe�飺���Ϲ�λ���ӹ���λ���z�y��λ�����D(zhu��n)��λ�������Ĺ�λ�D(zhu��n)�Q����늸Ђ�������λ��ֱ���p��늙C���ơ�
���ģ����\�֒���Ԫ
�ɔ[�_���o�U��ס����͚�ס������ָ�����Ϛ�ס����Ԃ��������U�ϴ惦�������I(y��)��(d��o)܉���_�P(gu��n)�Դ���ɾ���������������o��I/O�ӿڰ塢ͨӍ�ӿڰ塢늚�W(w��ng)�װ塢��N���늴��y�M�ɣ���Ҫ��ɸ���(j��)��һվ�ļӹ������̖�͏U����̖����ɏU�Ϸ֒������\�΄�(w��)���������\����Ʒݔ�;��ϻ���\���U�Ϻ�̎���[�_����ԭλ�ȴ���һ��������
��1���[�_���ɱ��͚���ƣ����F(xi��n)����λ���������g�����ҵĔ[�ӡ�
��2��ǰ�ۆΗU��ף����Ɣ[�_ǰ�����������Ɇ���늿��y���ƣ�늴��y��늣�ǰ�۵��¡�
��3��늴��y�����ڿ��Ƹ�������������s������
��4�����Ϛ�ף���ɏU�ϵķ֒��΄�(w��)��
��5���U�ϴ惦����ϵ�y(t��ng)�z�y��U�ϵĹ������֒������������Ϛ����������U�ϴ惦����(n��i)��
��6�������ָ����ɹ����ĊAȡ�΄�(w��)��
���壩���ͷ֒���Ԫ
��ֱ��Ƥ��ݔ�;����֒��ϲۡ����D(zhu��n)��ס�׃�l�������ཻ���p��늙C����늂����������w���������ɫ��������늴��y���_�P(gu��n)�Դ�����o��I/O�ӿڰ塢ͨӍ�ӿڰ塢늚�W(w��ng)�װ�ȽM�ɣ���Ҫ��Ɍ������ɫ���ϸ�Ĺ����֒�������ͬ�r���ϸ�a(ch��n)Ʒ��������һվ��
��1��ֱ��Ƥ��ݔ�;�����Ҫ��Ɍ�����ݔ�͵�����(y��ng)��λ��
��2���֒��ϲۣ���Ɍ������ɫ���ϸ�Ĺ����֒�����
��3�����D(zhu��n)��ף������ό�(d��o)���ϲۣ��Ɇ���늿ؚ��y���ơ�
��4��׃�l�������ƽ���늙C�����F(xi��n)׃�l�{(di��o)�١�
��5�����ཻ���p��늙C���(q��)�ӂ��͎��D(zhu��n)�ӣ���׃�l�����ơ�
��6����늂��������������ϵ�����r���oPLCһ��ݔ����̖�����Ӿ�ע����ɫ��“+”���{ɫ��“-”����ɫ��ݔ������
��7����늂��������z�y��һ��Ԫ�����ϡ�
��8�����w�����������Ͻ�(j��ng)�^�r�z�y���ϵ��ɫ��
��9���ɫ�����������Ͻ�(j��ng)�^�r�z�y���ϵ��ɫ��
���������\���b��Ԫ
��ƽ�ƹ����_�������ۡ��Cе�֡��X݆�X�l���ӡ����I(y��)��(d��o)܉���_�P(gu��n)�Դ���ɾ���������������o��I/O�ӿڰ塢ͨӍ�ӿڰ塢늚�W(w��ng)�װ塢��N���늴��y����M�ɣ���Ҫ��Ɍ���վ����������밲�bƽ�_���ȴ����bվ��С�������b��λ���b�ù����������վ��
��1���Cе�֣��c�����۽Y(ji��)��һ�����ڊAȡ������
��2���X݆�X�l���ӣ����ƽ�ƹ����_�����Ƅ�
��3�����I(y��)��(d��o)܉���o��ƽ�ƹ����_�����Ƅ�
��4��늴��y�M�����ڿ��Ƹ�������������s������
��5�����Ԃ����������ښ��λ�Ùz�y�����z�y����לʴ_��λ�oPLC�l(f��)��һ����λ��̖�������Ԃ������Ӿ��rע���{ɫ��“-”����ɫ��“PLCݔ���”����
��6���ΗU��ף��Ɇ�����늿��y���ơ������늿��y��늣���s�أ�ͬ�r�������½��c�Cе��צ�M����ɹ����ĊAȡ��
��7����ʾ����ϵ�y(t��ng)��늡��\�С�ֹͣ��ָ̖ʾ��
��8�����b֧�ܣ����ڰ��b������������z�y��������
��9�����ư��o�壺����ϵ�y(t��ng)�Ļ����������ΙC���ơ�(li��n)�C���ơ�
��10��늚�W(w��ng)�װ壺��Ҫ���bPLC���Cģ�K���՚��_�P(gu��n)���_�P(gu��n)�Դ��I/O�ӿڰ塢���N�Ӿ����ӵȡ�
���ߣ����b��Ԫ
�����P�Cе�֡��u�۲��������D(zhu��n)��ס��ς}�Qλ�����������Ƴ���������հl(f��)�������_�P(gu��n)�Դ���ɾ���������������o��I/O�ӿڰ塢ͨӍ�ӿڰ塢늚�W(w��ng)�װ塢��N���늴��y����M�ɣ���Ҫ����x��Ҫ���b�������ς}�����������ς}���Ƴ������������b��λ��
��1�����P�Cе�֣��������ԭ����ȡ���ϡ�
��2���u�۲������������P�Cе��ǰ��[�ӡ�
��3�����D(zhu��n)��ף��u�۲����Ĉ�(zh��)�ЙC��(g��u)��
��4���ς}�Qλ���������ںڰ������x��
��5�������Ƴ����������ڰ����Ƴ���
��6�����Ԃ����������ښ��λ�Ùz�y�����z�y����לʴ_��λ�oPLC�l(f��)��һ����λ��̖�������Ԃ������Ӿ��rע���{ɫ��“-”����ɫ��“PLCݔ���”����
��7���ΗU���1���Ɇ�����늿��y���ơ������늿��y��늣����������M���ς}�Qλ��
��8���ΗU���2���Ɇ�����늿��y���ơ������늿��y��늣������������ڰ�С�����Ƴ���
��9�����b֧�ܣ����ڰ��b������������z�y��������
��10�����ư��o�壺����ϵ�y(t��ng)�Ļ����������ΙC���ơ�(li��n)�C���ơ�
��11��늚�W(w��ng)�װ壺��Ҫ���bPLC���Cģ�K���՚��_�P(gu��n)���_�P(gu��n)�Դ��I/O�ӿڰ塢���N�Ӿ����ӵȡ�
���ˣ����Ԫ
�ɝL��z�ܡ����U�Ƴ�����������ς}�����M늙C�����M�(q��)������늸Ђ��������_�P(gu��n)�Դ���ɾ���������������o��I/O�ӿڰ塢ͨӍ�ӿڰ塢늚�W(w��ng)�װ塢��N���늴��y����M�ɣ���Ҫ��ɰ�������ͷ�������������ς}��
��1�����U�Ƴ����������ڌ���վ���\�^��������������(y��ng)�Ă}λ�
��2������ς}���惦�C��(g��u)��
��3�����M늙C���քe����X��Y���S�L��z�U��ɂ}��λ���x��
��4�����M�(q��)���������M늙C�Ĉ�(zh��)�ЙC��(g��u)��
��5��늸Ђ�����������X�S����λ��
��6�����Ԃ����������ښ��λ�Ùz�y�����z�y����לʴ_��λ�oPLC�l(f��)��һ����λ��̖�������Ԃ������Ӿ��rע���{ɫ��“-”����ɫ��“PLCݔ���”����
��7���ΗU��ף��Ɇ�����늿��y���ơ������늿��y��늣���������ͬ�r�������Ƴ���������(y��ng)�Ă}��λ��
��8�����b֧�ܣ����ڰ��b��朼�������λ�_�P(gu��n)��
��9�����ư��o�壺����ϵ�y(t��ng)�Ļ����������ΙC���ơ�(li��n)�C���ơ�
��10��늚�W(w��ng)�װ壺��Ҫ���bPLC���Cģ�K���՚��_�P(gu��n)���_�P(gu��n)�Դ��I/O�ӿڰ塢���N�Ӿ����ӵȡ�
���ţ����؆�Ԫ
���������M�Ŀ������Ʒ�ʽ������������PLC�����I(y��)�|������MCGS���I(y��)�M�B(t��i)�O(ji��n)��ܛ����MES���a(ch��n)�������ܛ���ȣ�ϵ�y(t��ng)���������ԣ�����չ�F(xi��n)���I(y��)�F(xi��n)���Ĺ�����B(t��i)���F(xi��n)�����칤�I(y��)�İl(f��)չ����
MCGS���I(y��)�M�B(t��i)�O(ji��n)��ܛ�������˂�վȫ���M��(li��n)�W(w��ng)��B(t��i)�r������T�܉�ͨ�^�M�B(t��i)�O(ji��n)�ؙC�и��N�M�B(t��i)���o����Ŀ�������ϵ�y(t��ng)���\�С���ͣ���^�m(x��)��ֹͣ�ȵȣ�����Ҳ���Կ��Ɔ�վ���\�С���ͣ���^�m(x��)��ֹͣ�ȵȡ�ÿ��վ�Ĺ�����B(t��i)�Լ������IJ��|(zh��)���ɫ���ڱO(ji��n)�خ�����Ҳ�܉�����Ŀ�����
MES���a(ch��n)�������ܛ����������ϵ�y(t��ng)�����a(ch��n)�^���У���MES���a(ch��n)����ϵ�y(t��ng)�ƶ����_������a(ch��n)Ӌ���΄�(w��)�������r�ط�ӳ��MES��λ�C�ıO(ji��n)�خ����ϡ�������ϵ�y(t��ng)������ϵ�y(t��ng)�Ĺ�����B(t��i)����ǰ�����ӹ���B(t��i)���Ԅӽy(t��ng)Ӌ�������r��ݔ?sh��)����a(ch��n)����ϵ�y(t��ng)MES������Ӌ�����{(di��o)�Ⱥ͌��r�O(ji��n)�صȹ��ܡ��܉�?q��)��F(xi��n)��ϵ�y(t��ng)�M�B(t��i)�O(ji��n)��ܛ���ļ��ɣ����r�O(ji��n)ҕ���a(ch��n)�������a(ch��n)��r��
�猦���a(ch��n)Ʒ/���£������������κ��Ɇ�Ո�S�r(li��n)ϵ�҂����҂����M�������ṩ��ȫ�Č�Ӗ�ҽ��O(sh��)�������(y��u)�|(zh��)�ķ���(w��)
�����P(gu��n)�I�~����������
���������졿���Ϻ�����ԭ��(chu��ng)����������˽�a(ch��n)Ʒ���^�����ܵ����l(f��)����Ҫ��ԃ���P(gu��n)�O(sh��)��Ć��}���҂����Ɍ��T������Q�Ɇ�������������x���������졿�����벻ͨ�Ć��}��Ҳ������ԃ�҂����҂��������ṩ���ٽ�Q���������졿���}�ķ���
�@Щ�����µ�
- �Ԅ�׃���������^�̼����
- ͣ܇������ϵ�y(t��ng)��Ӗ�b��,���(z��i)�Ԅӈ�����
- ����ˮ����ϵ�y(t��ng)��Ӗ�b��,���(z��i)�Ԅӈ��w�d
- ���v���T������ϵ�y(t��ng)��Ӗ�b��,���I��ϵ�y(t��ng)��
- �Cе�ƈDģ�ͽ̌W�еĈD�������������^����
- PLC���Ƽ��g(sh��)��Ӗ�b��
- ��܇�l(f��)�әC�z�y�c�S�ތ�Ӗ�ҷ���
- �C��(g��u)�\�Ӻ��Dģ��
- ƽ�⌍��_
- �Cеԭ���������й�
- ��ӌ�Ӗ�b��
- ��Һ��ϵ�y(t��ng)�C�ό�Ӗ�b��
- �ھ�C�C�Һһ�w�C�Ϸ��挍Ӗģ��
- ���ϵ�y(t��ng)�C�ό�Ӗ�b��
- �����Lϵ�y(t��ng)���b�{(di��o)ԇ��Ӗ����ƽ�_

���T�P(gu��n)�I�~

���T����
